English
English Español
Español

Innovative Chocolate Chips Machine systems represent the cornerstone of contemporary confectionery manufacturing, transforming liquid chocolate into millions of perfectly shaped morsels daily. These sophisticated platforms integrate multiple automated processes, ensuring extraordinary consistency and hygiene standards throughout production cycles.
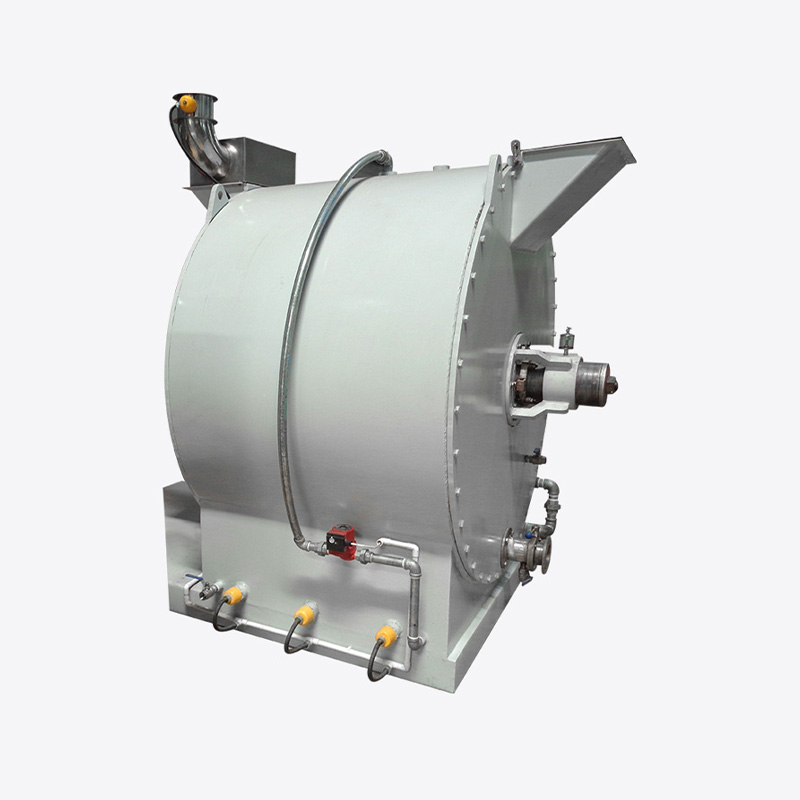
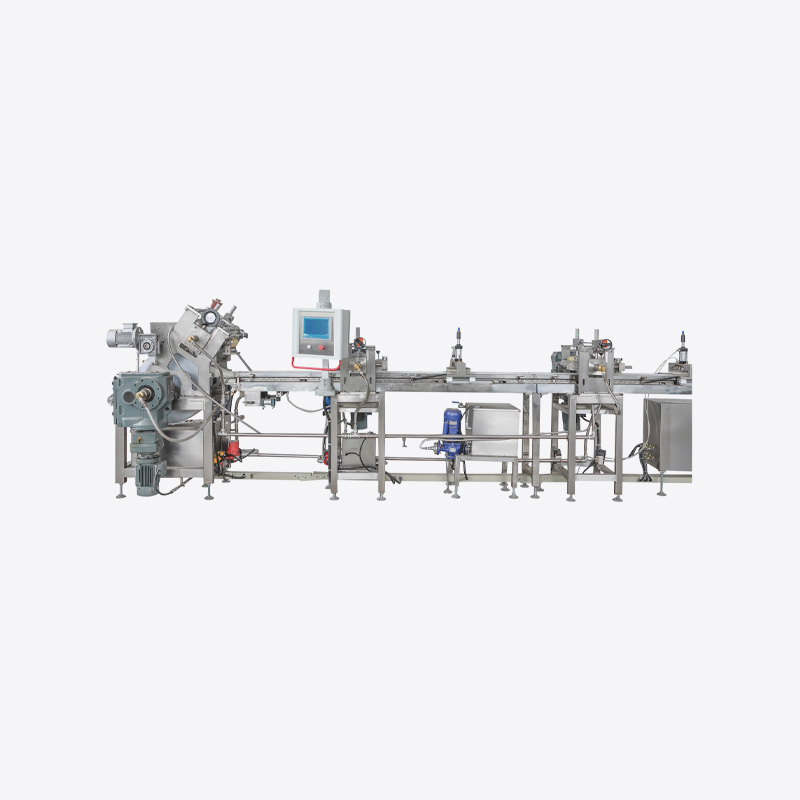
Central to operation is precision deposition technology. Tempered chocolate maintains exact viscosity as specialized mechanisms portion material. Whether utilizing intricate molds or calibrated dispensing nozzles, these units create remarkably uniform droplets. Continuous movement along temperature-controlled conveyors initiates controlled crystallization. Strategic cooling environments ensure structural integrity while forming iconic contours consumers recognize instantly. This seamless transition from fluid to solid-state preserves delicate flavor compounds and textural properties essential for culinary applications.
 />
/>
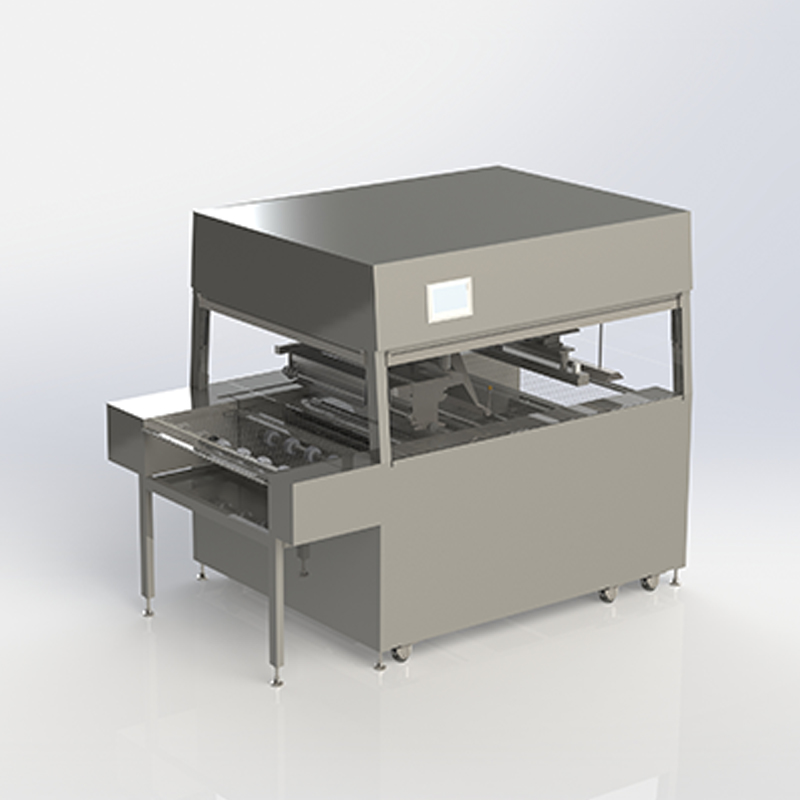
Integrated inspection represents another critical advancement. Vision systems employing high-resolution cameras continuously scan product streams. Advanced algorithms compare each unit against strict geometric profiles while spectral analysis identifies subtle chromatic deviations unseen by human eyes. Defective items – chips exhibiting fractures, surface blemishes, or dimensional irregularities – trigger instantaneous pneumatic rejection. Statistical process control software aggregates defect data, enabling predictive maintenance and real-time adjustments to molding parameters. This closed-loop quality assurance guarantees only flawless merchandise advances toward packaging.
Packaging modules exemplify engineering ingenuity. Multi-head weighers rapidly dispense exact quantities into flexible pouches or rigid containers. Modified atmosphere technology frequently enhances preservation; inert gas displacement dramatically lowers residual oxygen concentrations. This critical step inhibits lipid oxidation and prevents aroma degradation, substantially extending freshness without chemical additives. Packaging materials undergo rigorous compatibility testing to ensure optimal barrier properties against moisture ingress and external contaminants throughout distribution networks.
Final stages incorporate intelligent marking solutions. Laser coders or thermal inkjet printers apply indelible traceability data directly onto packaging substrates. Mandatory information includes production timestamps, facility identification codes, expiration timelines, and comprehensive nutritional declarations. Automated verification scanners validate legibility and positional accuracy of every code before case packing. This digital trail supports rigorous supply chain oversight and facilitates efficient recall management if required by regulatory bodies.
Beyond core functionality, modern machinery prioritizes operational efficiency and sustainability. Energy recovery systems capture waste heat from cooling tunnels for reuse in tempering operations. Quick-changeover components minimize downtime during product transitions. Closed-loop water circuits reduce consumption during cleaning cycles. These innovations collectively lower environmental impact while enhancing manufacturing economics.
Equipment adaptability also merits attention. Modular designs accommodate diverse chocolate formulations – from classic dark varieties to complex inclusions like caramel swirls or sea salt crystals. Adjustable depositing heads create seasonal shapes without retooling expenses. Such flexibility empowers manufacturers to swiftly respond to evolving market trends and limited-edition opportunities.
Training simulators utilizing augmented reality now accelerate operator proficiency. Technicians master troubleshooting procedures through virtual replicas of actual production lines, minimizing disruption during skill development. Remote diagnostic capabilities enable global experts to analyze equipment performance data instantaneously, reducing mechanical downtime through proactive intervention.
Industry regulations increasingly mandate such automation. Hygienic construction standards ensure seamless cleanability, eliminating microbial harborage points. Material traceability protocols require granular production data recording from cocoa bean origin through final packaging coding. Automated systems inherently generate these comprehensive digital records, simplifying compliance audits across international jurisdictions.
Ultimately, these interconnected systems elevate chocolate chip manufacturing beyond mere scale. They deliver unprecedented precision in portion control, uncompromising quality enforcement, and responsive adaptability – all while meeting rigorous food safety imperatives. Continuous refinement promises further enhancements in resource efficiency and product excellence for this beloved culinary staple.