English
English Español
Español

Trail mix with chocolate chips is one of the most popular snack formats worldwide — portable, calorie-dense, and endlessly customizable. At its core, a well-balanced trail mix combines a base of nuts or seeds, a chewy element like dried fruit, and chocolate chips for sweetness and energy density. Whether you are making a single batch at home or scaling to commercial production using a chocolate coating machine, the principles of ingredient ratio, chocolate type, and moisture control determine whether the result holds together and stays fresh.
This article covers both the practical recipe side — ratios, ingredients, and variations — and the industrial production side, including how chocolate coating machines are used to create chocolate-enrobed components found in premium trail mix products.
Content
- 1 What Makes a Good Trail Mix with Chocolate Chips
- 2 Ingredient Choices and Their Impact
- 3 Popular Trail Mix Variations with Chocolate Chips
- 4 Scaling Up: How Chocolate Coating Machines Enter the Picture
- 5 Chocolate Coating Machine Selection for Trail Mix Production
- 6 Shelf Life and Packaging Considerations
- 7 Practical Summary: Home vs. Commercial Production
What Makes a Good Trail Mix with Chocolate Chips
The appeal of trail mix lies in contrast — crunch against chew, salty against sweet, dense against light. Chocolate chips contribute sugar, fat, and a flavor anchor that ties the mix together. However, they also introduce a moisture and temperature sensitivity issue: standard chocolate chips begin to bloom (develop white surface streaks from cocoa butter separation) at temperatures above 27°C (80°F), which affects appearance and texture in warm storage or outdoor conditions.
To build a trail mix that performs well across conditions, ingredient selection should account for:
- The fat content of nuts, which can transfer to chocolate and accelerate bloom.
- The water activity of dried fruits, which must stay below 0.65 aw to prevent softening the chocolate or promoting mold.
- The size uniformity of components so that smaller chips do not settle to the bottom during packaging or transit.
The Classic Ratio
A widely used starting ratio for trail mix is 50% nuts/seeds, 30% dried fruit, and 20% chocolate chips by weight. This keeps the mix nutritionally grounded while providing enough sweetness without making the chocolate dominant. For a 500g batch, that translates to approximately 250g mixed nuts, 150g dried fruit, and 100g chocolate chips.
Adjusting toward more chocolate (up to 30%) is common in products marketed as dessert-style or indulgent trail mixes, while reducing chocolate to 10–15% is typical in sports nutrition-oriented blends where sugar control matters.

Ingredient Choices and Their Impact
Choosing the Right Chocolate Chips
Not all chocolate chips behave the same in a trail mix context. The main variables are cocoa content, chip size, and whether the chips use real cocoa butter or a compound coating (vegetable fat substitute).
| Chip Type | Cocoa Content | Heat Stability | Best For |
|---|---|---|---|
| Semi-sweet (real cocoa butter) | 45–55% | Moderate | Home recipes, cool storage |
| Dark chocolate chips (70%+) | 70–85% | Moderate–High | Health-focused mixes |
| Compound chocolate chips (vegetable fat) | Varies | High | Commercial/outdoor products |
| White chocolate chips | 0% (no cocoa solids) | Low | Decorative, cool-climate mixes |
Compound chocolate chips — made with palm kernel oil or other vegetable fats instead of cocoa butter — have a significantly higher melting point, often 32–38°C (90–100°F) versus 27–32°C (80–90°F) for real chocolate. This makes them the preferred choice for trail mix products sold in warm climates or outdoor retail environments.
Nuts and Seeds: The Base Layer
Almonds, cashews, peanuts, and pumpkin seeds are the most common nut/seed components. Roasted and salted versions pair better with chocolate chips than raw equivalents because the salt contrast amplifies perceived sweetness. Almonds hold up best in mixed storage due to their low moisture content (typically 3–5%) and firm texture that does not transfer oil to chocolate as quickly as walnuts or macadamias.
Dried Fruit Considerations
Raisins, cranberries, cherries, and mango pieces are the most common dried fruit additions. The critical issue when pairing dried fruit with chocolate chips is moisture migration: high-moisture fruit (such as medjool dates at ~25% moisture) will gradually soften adjacent chocolate chips over days in a sealed bag. Low-moisture options like raisins (15–18% moisture) or dried cranberries (15–20%) are the safest choices for extended shelf life without compromising chocolate chip texture.
Popular Trail Mix Variations with Chocolate Chips
Beyond the classic format, several well-established variations have their own ingredient logic:
- GORP (Good Old Raisins and Peanuts) with chocolate: The original backpacker trail mix — peanuts, raisins, and M&Ms or semi-sweet chips. Simple, calorie-dense, and proven over decades of outdoor use.
- Tropical trail mix: Macadamia nuts, coconut flakes, dried mango, pineapple, and white chocolate chips. Requires careful packaging since white chocolate is the least heat-stable option.
- Dark chocolate and cherry mix: Almonds, dried tart cherries, dark chocolate chips (70%+), and a small proportion of pumpkin seeds. Popular in health food retail due to antioxidant marketing claims.
- S'mores trail mix: Mini marshmallows, honey graham cracker pieces, chocolate chips, and peanuts. A dessert-style format with limited outdoor shelf life due to the marshmallow moisture content.
- High-protein blend: Roasted edamame, pumpkin seeds, dark chocolate chips, and dried blueberries — targeting fitness consumers with a lower sugar profile.
Scaling Up: How Chocolate Coating Machines Enter the Picture
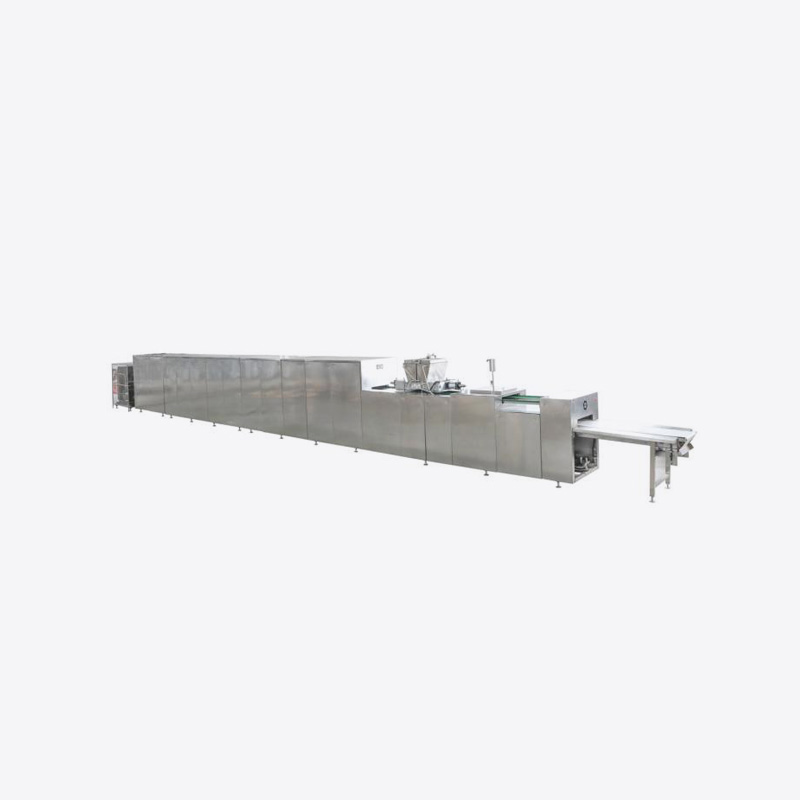
At the commercial production level, many premium trail mix products include chocolate-coated components — such as chocolate-covered almonds, raisins, or pretzel pieces — rather than loose chocolate chips. These coated inclusions are produced using chocolate coating machines (also called enrobing machines or chocolate panning machines), which apply a consistent chocolate shell around individual pieces.
The main advantage of chocolate-coated inclusions over loose chips is stability: the thicker shell holds its shape better at elevated temperatures, reduces fat migration to surrounding nuts, and gives the final trail mix product a more premium appearance with defined, separate pieces.
Types of Chocolate Coating Machines Used in Trail Mix Production
Two main machine types are used to create chocolate-coated trail mix components:
| Machine Type | Method | Output Scale | Typical Products | Coating Thickness |
|---|---|---|---|---|
| Chocolate Panning Machine | Tumbling drum with chocolate spray or pour | 50 kg–5,000 kg/batch | Chocolate raisins, almonds, peanuts | 1–4 mm (multi-pass) |
| Enrobing Machine | Conveyor belt through chocolate curtain | 100–2,000 kg/hr | Pretzel pieces, biscuit clusters | 1–3 mm (single pass) |
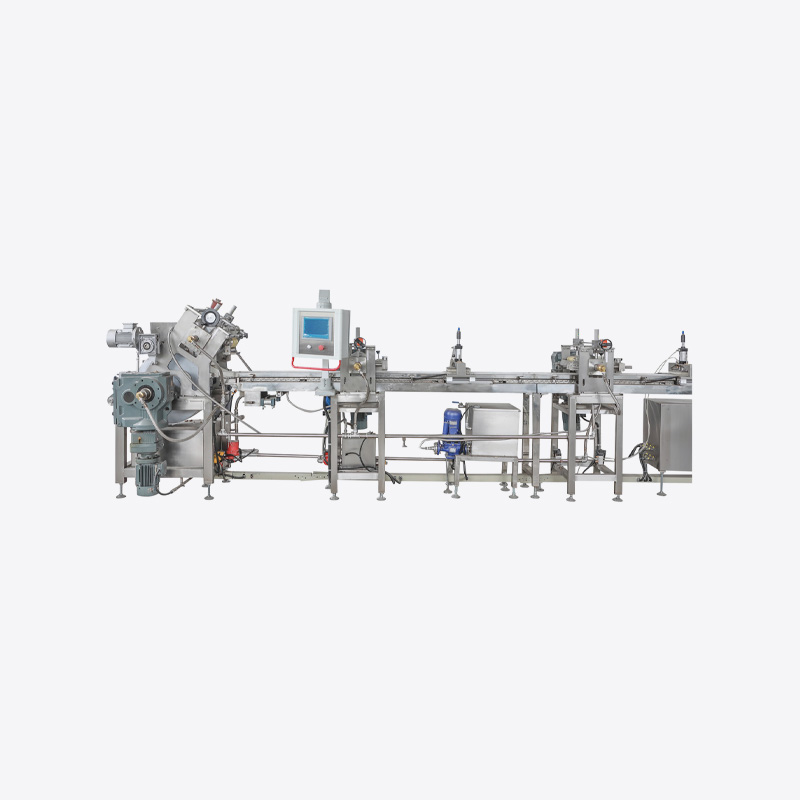
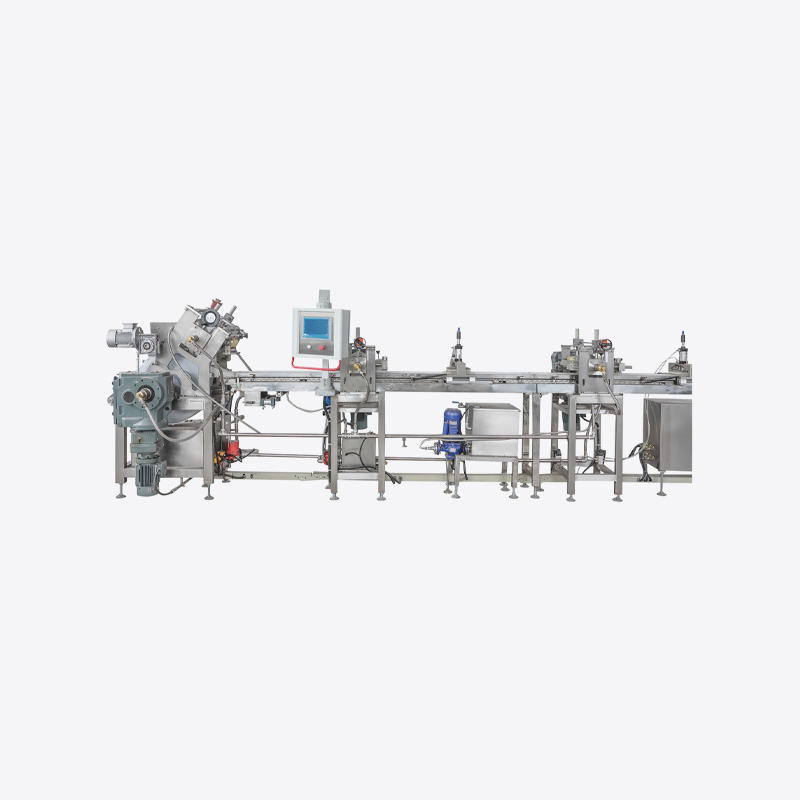
How Chocolate Panning Works
Panning is the process used to produce the round, smooth chocolate-coated nuts and raisins that appear in high-end trail mixes. The centers (nuts, raisins, etc.) are loaded into a rotating drum. Tempered liquid chocolate is added in measured quantities while the drum rotates, coating the pieces evenly. Cold air is blown through the drum between coats to set each layer before the next is applied. A finished chocolate almond typically receives 8–15 individual coating passes to build a shell of 1.5–3 mm thickness.
The final step is polishing — either a food-grade wax or a confectioner's glaze is applied to give the coated pieces their characteristic sheen and to lock out humidity, which is critical for shelf life in trail mix applications where the product may sit on retail shelves for 6–18 months.
Temperature Control Is the Critical Variable
Both enrobing and panning processes require precise temperature control at every stage. Chocolate must be tempered — held at approximately 31–32°C (88–90°F) for dark chocolate, 29–30°C (84–86°F) for milk chocolate — to ensure the cocoa butter crystallizes in Form V, the stable crystal structure that gives commercial chocolate its gloss, snap, and bloom resistance. Machines that lack accurate temperature regulation produce coatings that bloom rapidly after packaging, which is the most common quality failure in commercially produced chocolate trail mix inclusions.
Chocolate Coating Machine Selection for Trail Mix Production
For a food manufacturer adding chocolate-coated components to a trail mix product line, machine selection depends on three primary factors: batch volume, the shape of the centers being coated, and the desired coating uniformity.
- Small batch / artisan production (under 100 kg/day): A compact benchtop or small-drum panning machine is practical. Models from manufacturers such as Selmi or Prefamac handle 5–30 kg per batch and include integrated tempering units.
- Mid-scale production (100–1,000 kg/day): A semi-automatic panning line with a 60–150 cm diameter drum, separate tempering tank, and cooling tunnel. Brands like Loynds, Savage Bros, and Pralinenform are commonly specified at this scale.
- Large-scale continuous production (1,000+ kg/day): Fully automated enrobing lines with inline tempering machines, wire-mesh conveyors, and cooling tunnels. Manufacturers such as Sollich, Bühler, and Aasted produce systems rated at 500–3,000 kg/hr.
For round centers like nuts and raisins, panning is almost always preferred over enrobing because the tumbling action coats all surfaces uniformly. Enrobing machines are better suited to flat or irregular-shaped pieces — pretzel nuggets, biscuit squares, or granola clusters — where the conveyor format allows better control over coating coverage on one side.
Key Machine Specifications to Evaluate
- Tempering accuracy: ±0.5°C or better is necessary for consistent Form V crystal structure in the coating.
- Drum rotation speed (for panning machines): Variable speed control allows adjustment for different center weights and coating viscosities.
- Air handling system: Integrated cold air supply within the drum reduces coating cycle time significantly — well-designed systems can reduce total panning time by 30–40% compared to passive cooling.
- Cleaning and changeover design: Machines used for multiple chocolate types (dark, milk, white) require smooth internal surfaces and accessible geometry for rapid cleaning between runs.
- Compliance certifications: Food-contact surfaces should meet FDA 21 CFR or EU 1935/2004 standards for materials in contact with food.
Shelf Life and Packaging Considerations
Both homemade and commercially produced trail mix with chocolate chips are sensitive to the same environmental factors: temperature, humidity, and oxygen exposure. Understanding these helps in both storage decisions at home and packaging specification at production scale.
- Temperature: Store below 21°C (70°F) to prevent chocolate softening and fat bloom. Refrigeration is effective but introduces condensation risk on removal — always allow refrigerated trail mix to return to room temperature before opening the bag.
- Humidity: Relative humidity above 65% promotes sugar bloom on chocolate (white, chalky surface caused by sugar crystals forming as moisture evaporates) and softens dried fruit components. Silica gel desiccant sachets inside sealed bags extend acceptable shelf life by 2–4 weeks in high-humidity environments.
- Oxygen: Nut fats oxidize and go rancid when exposed to air. Nitrogen-flushed packaging, standard in commercial trail mix production, can extend shelf life from 3–4 months to 9–18 months without refrigeration.
For home storage, an airtight glass jar or resealable mylar bag kept in a cool, dry pantry is sufficient for up to 4 weeks. Beyond that, freezing in a sealed bag maintains quality for up to 6 months, though chocolate may develop slight surface changes upon thawing.
Practical Summary: Home vs. Commercial Production
| Aspect | Home Recipe | Commercial Production |
|---|---|---|
| Chocolate format | Loose chips (real cocoa butter) | Coated inclusions (compound or real chocolate) |
| Equipment | Bowl and spoon | Panning or enrobing machine + tempering unit |
| Shelf life | 2–4 weeks (airtight, cool) | 9–18 months (nitrogen flush, sealed) |
| Heat stability | Low (chips melt above 27°C) | High (coated shell + glaze layer) |
| Customization | Unlimited flexibility | Constrained by line setup and MOQ |
| Cost per kg | Higher (retail ingredient pricing) | Lower at scale (bulk ingredient pricing) |
The gap between a home trail mix with chocolate chips and a commercially produced version is essentially the gap between loose chips and chocolate-coated inclusions — and that gap is bridged by the chocolate coating machine. For anyone scaling a trail mix product beyond farmers market quantities, investing in or outsourcing to a panning operation is the single most impactful step for product quality and shelf stability.