English
English Español
Español

Content
- 1 How Chocolate Enrober Technology Fits into Modern Production Lines
- 2 Why enrobing has become such an important part of the line
- 3 What changes once a chocolate enrober is added
- 4 Where coating quality really begins
- 5 Different products need different approaches
- 6 Why flow control deserves attention
- 7 When it makes sense to add an enrober
- 8 How enrobing connects with cooling and decoration
- 9 What manufacturers usually think about before investing
- 10 Long-term value is often quiet value
How Chocolate Enrober Technology Fits into Modern Production Lines
Chocolate-coated products have a steady place in the confectionery market. Biscuits, wafers, snack bars, filled pieces, and other coated items all rely on one thing that customers notice right away: the finish. A smooth surface, even coverage, and clean edges can make a product feel more refined and more dependable. For manufacturers, though, getting that result every time takes more than a good recipe. It depends on how the line is set up and how well each stage works with the next.
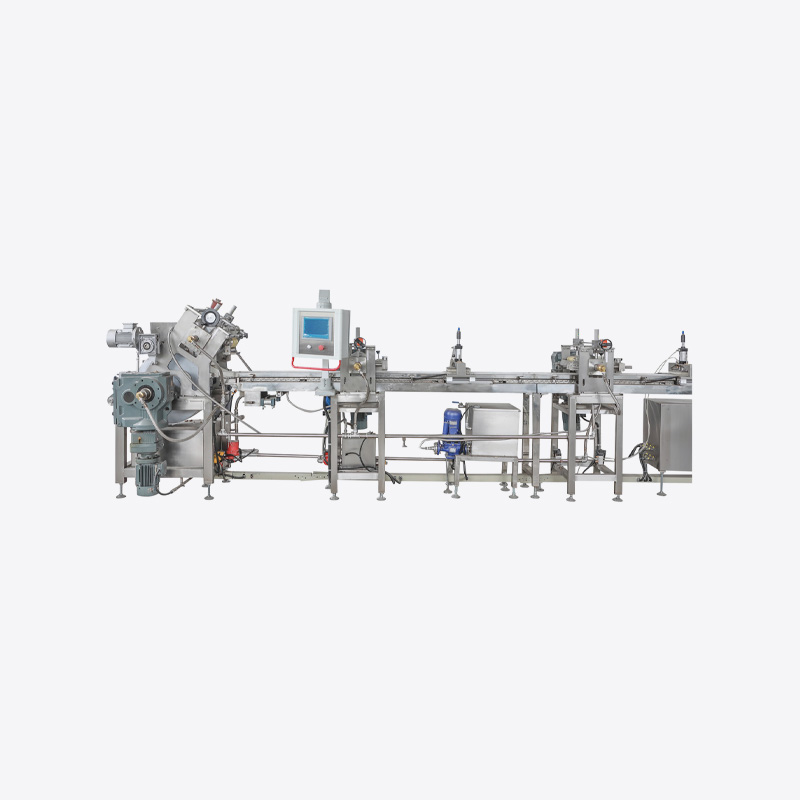
That is where the chocolate enrober comes in. It sits at a very important point in the production flow. Products pass through the coating section, receive a curtain of chocolate, and then move on to cooling and packaging. On paper that may sound straightforward. In practice, it is a process that depends on control, timing, and consistency. If the chocolate is too thick, the curtain behaves differently. If the belt speed is off, the coating may not settle the way it should. If the cooling stage is not aligned with the enrober, the final surface can lose quality.
Because of that, many manufacturers now look at the enrober not as a single machine, but as part of a wider production strategy. It affects workflow, product appearance, waste control, sanitation, and line balance. When the machine is matched well to the product and the rest of the system, it can support a smoother and more predictable operation.
Why enrobing has become such an important part of the line
There was a time when chocolate coating was often done in a more manual way, especially in smaller facilities. That approach still has its place in some settings, but it becomes harder to manage once volume rises or product variation increases. A manual process can work for a limited batch, but it is not always the most comfortable choice when the same product needs to be made again and again with a similar look and feel.
An enrober helps solve that problem by giving the factory a repeatable coating stage. Products move through the machine at a controlled pace. Chocolate flows in a curtain over the top and sides. Excess coating is collected and returned for reuse. That steady movement helps keep the batch uniform, which matters both for presentation and for packaging.
The other reason enrobing has gained attention is flexibility. Many food producers are not making only one item anymore. They may run biscuits in the morning, snack bars later, and a different format again the following day. A system that can support those changes without requiring a total redesign is useful in that kind of environment.
What changes once a chocolate enrober is added
The most obvious change is that coating becomes more controlled. The machine helps regulate how much chocolate reaches each product and how it lands on the surface. That means less guesswork and fewer pieces that need to be corrected later.
It also changes the rhythm of the line. Instead of stopping for manual dipping or handling, products can keep moving. This makes the process feel more continuous. Operators do not need to intervene as often, which can free up time for other tasks such as inspection, packing, or cleaning.
Another shift appears in the product itself. When coating is more even, the final pieces tend to look more uniform from batch to batch. That may seem like a small detail, but in confectionery it matters a great deal. Customers notice appearance quickly, and packaging works better when products are closer in shape and coating depth.
A chocolate enrober also gives the factory a clearer way to manage material use. Excess chocolate can be recovered and returned to the reservoir, which reduces waste and helps keep the working area cleaner. That kind of control is often one of the reasons producers start looking at this equipment in the first place.
Where coating quality really begins
The surface finish on a coated chocolate product is not decided only at the end. It starts much earlier, with chocolate flow, temperature balance, and the way the line is laid out.
Chocolate that is too cool can become difficult to move evenly. Chocolate that is too warm may not hold its shape well after coating. The machine has to keep the material in the right condition long enough to finish the job properly. That means the heating and circulation system matter just as much as the belt or the curtain.
The room around the machine also plays a role. Temperature and humidity changes can influence how the coating behaves. In a stable production area, the enrober is easier to manage because the material does not change quite so quickly. That is one reason equipment layout and room planning are part of the discussion, not just the machine itself.
Nozzle or curtain condition matters as well. If the flow is uneven, some products may receive more coating than others. If the excess chocolate is not removed cleanly, the pieces may have tails or buildup at the bottom. These are small issues individually, but they can add up across a shift.
| Area | What it affects | Why it matters |
|---|---|---|
| Chocolate flow | Curtain stability and coating depth | Keeps coverage more even |
| Temperature control | Chocolate movement and texture | Helps the coating stay workable |
| Conveyor speed | Product spacing and timing | Affects how coating settles |
| Vibration and blowing | Excess chocolate removal | Supports cleaner surface finish |
| Cooling alignment | Final set and appearance | Helps preserve shape and gloss |
Different products need different approaches
Not every product interacts with the enrober in the same way. A flat biscuit is not the same as an irregular snack piece or a filled bar. That is why the setup often needs to reflect the product type.
For biscuits and wafers, surface coverage tends to be the main concern. The product is usually flat enough to pass through the coating curtain smoothly, but crumb control can become important. If the product releases too many crumbs, those can affect chocolate cleanliness and create extra maintenance.
For nut snacks or uneven pieces, the challenge changes. The coating has to reach surfaces that are not perfectly regular. That requires enough flow to cover the product well without building up too much in one area.
Filled or layered items need another layer of coordination. The internal structure has to be stable before coating begins, but not so hard that the coating does not bond properly. In those cases, the timing between the filling stage, the enrobing stage, and the cooling stage becomes especially important.
This is one reason a single machine specification is not enough to judge whether a setup will work. The better question is how the enrober fits the product the factory actually wants to make.
Why flow control deserves attention
Chocolate flow is often the quiet part of the conversation, but it is one of the most important. If the flow is steady, the curtain is easier to manage. If the flow changes from one moment to the next, the coating can start to look uneven.
This also affects waste. When excess chocolate is recovered efficiently, there is less material lost around the machine. That does not mean waste disappears completely, but it does mean the process is more controlled. For many factories, that kind of control is worth a lot because it supports both cleanliness and planning.
In day-to-day use, operators often notice the difference in how the line feels. A stable flow makes the machine easier to trust. When the curtain behaves the same way across the shift, the crew spends less time making small corrections.
When it makes sense to add an enrober
For some producers, the decision comes when product variety expands. A company that once sold plain items may begin to add coated snacks or seasonal versions. At that point, manual methods may start to feel limiting.
For others, the trigger is production volume. As output grows, manual dipping or partial coating methods may no longer be practical. A continuous enrobing system can help keep pace without creating the same level of labor pressure.
Another reason is hygiene. A machine designed for controlled coating is often easier to integrate into a structured sanitation routine than a process that relies heavily on manual handling. That can matter in facilities where cleaning and food safety are already a major concern.
In many cases, the decision is not about replacing everything at once. It is about making one part of the line more stable so the whole operation can run with less interruption.
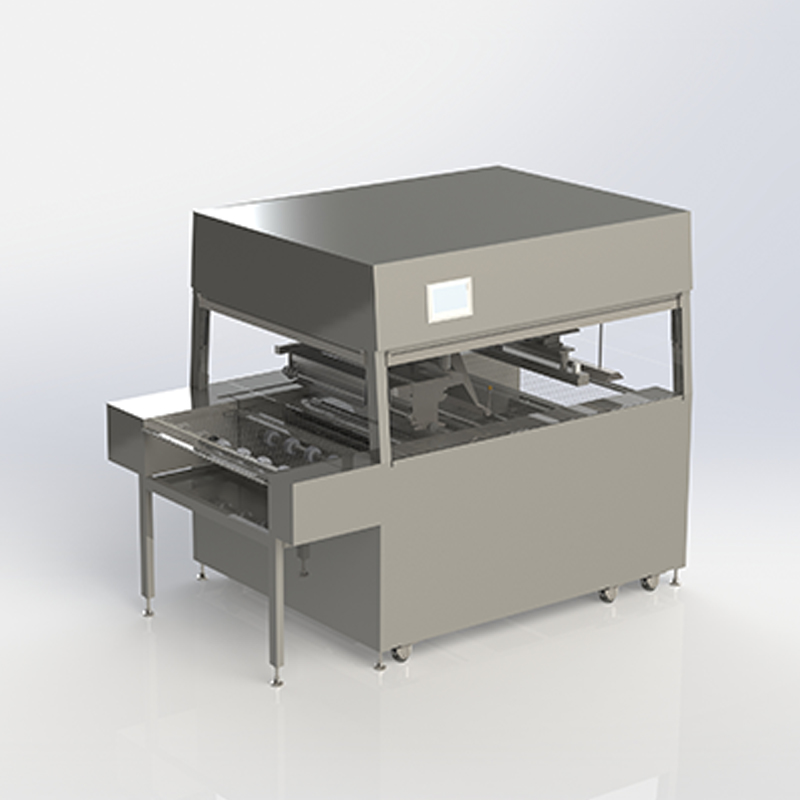
How enrobing connects with cooling and decoration
The enrober rarely works alone. Once the chocolate is applied, the product still has to cool and set properly. If the cooling tunnel is too slow, the coating may shift. If it is too fast, the surface finish may not develop the way the factory wants.
That is why the transition from coating to cooling should feel smooth. Conveyor timing should be aligned. Product spacing should be steady. The coated pieces should move into the next stage without being disturbed too much.
Decoration systems bring another layer of coordination. Some products receive drizzles or surface patterns after enrobing. In that case, the decoration needs to happen at the right moment so it sticks well and still looks clean after cooling. A line that handles coating, decoration, and cooling in a coherent way tends to produce a more polished result.
What manufacturers usually think about before investing
A chocolate enrober is not just a purchase decision. It is a production decision. That is why factories usually look beyond the machine itself and think about the full environment around it.
Space is one of the first points. The machine has to fit into the production room without creating awkward access or crowding other equipment. Maintenance space matters too. If workers cannot get to the machine easily for cleaning or inspection, the system becomes harder to use over time.
Support and service also matter. A machine is easier to work with when the supplier can help with setup, training, and maintenance planning. For many businesses, that practical support is part of the value, especially during the early stage after installation.
The line should also fit the company's growth plan. A factory that expects to expand product lines may need a setup that can adapt later. It is often better to think a step ahead rather than choose something that works only for the current situation.
Long-term value is often quiet value
With production equipment, the most useful benefits are not always the loudest ones. A machine that keeps coating stable, saves some material, and reduces the need for manual correction may not sound dramatic, but those are the things that help the line stay calm and predictable.
That is often how the value of a chocolate enrober shows up. The product looks more consistent. The working area stays a bit cleaner. The team spends less time adjusting one small problem after another. Over time, those changes can make the whole process easier to manage.
For a manufacturer, that kind of steady support is often more important than chasing a flashy upgrade. It keeps the focus on the product and the line, which is where it belongs.
Chocolate enrober technology continues to play a practical role in confectionery production. It helps manufacturers manage coating consistency, control chocolate flow, improve product appearance, and connect smoothly with cooling and decorating systems. Those are not small gains in a busy production environment.
The machine works best when it is matched to the product type, the room conditions, and the rest of the line. A flat biscuit, an irregular snack, and a filled item all ask for slightly different handling. That is why good planning matters as much as the equipment itself.
When the system is set up with care, the enrober becomes part of the production rhythm rather than a source of extra work. It supports the line quietly, which is usually what good equipment is supposed to do.